

De NS 6000 van DJH-ModelLoco.
Modellen van Nederlanse stoomlocs zijn zeer schaars. Naast de modellen van Philotrain zijn er eigenlijk geen kant en klaar te koop. Al enige decennia maken DJH en ModelLoco kits van een aantal Nederlandse stoomlocs.
Hier gaan we het model van de NS 6000 bouwen. Na het samengaan van DJH en ModelLoco is de kit geheel gereviseerd en gemoderniseerd.
Lees verder hoe we dit model met standaard huis tuin en keuken gereedschap gaan bouwen.

De kit uitgestald. E.e.a. komt in een nette doos, waarin het gerede model straks een veilig plaatsje zal vinden.
In tegenstelling tot de ‘echte’ messingbouwers, gaan we hier laten zien hoe je met een combinatie van solderen en lijmen de kit netjes en solide in elkaar kunt zetten. We vermijden het moeilijke witmetaal-solderen.
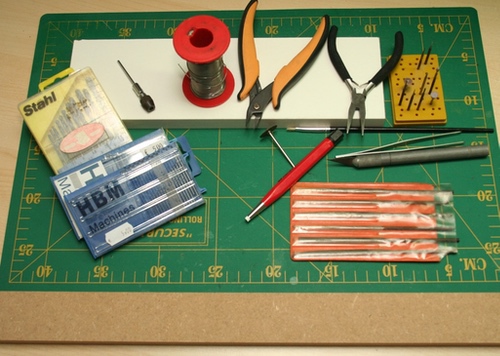
Alles gericht op de doorsnee modelbouwer, zonder alls speciale gereedschap dat voor ‘full-metal’ bouw nodig is.
Hier dus het gereedschap dat het moet gaan doen.

Dan is er aan een project altijd een begin.
Dat begint normaal met het doornemen van de handleiding. Deze is echter zo summier in telegramstijl geschreven, dat er hier maar een eigen interpretatie aan gegeven wordt.
Begonnen wordt met het onderstel, en daarvan weer eerst de tandwielkast.
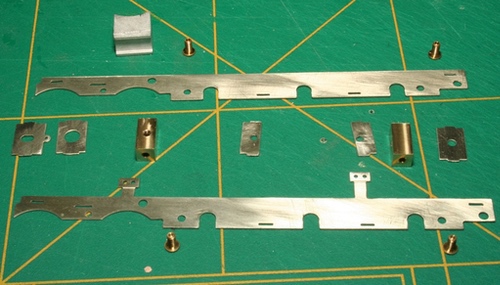
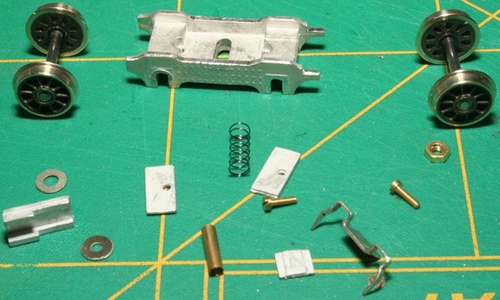
Hier de onderdelen die daar een rol in spelen.
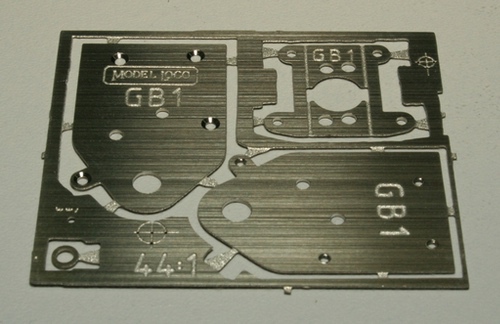
Dit materiaal gaan we vaker tegenkomen: Geetst nieuwzilverplaat.
Keurig netjes en schoon in twee dieptes geetst.
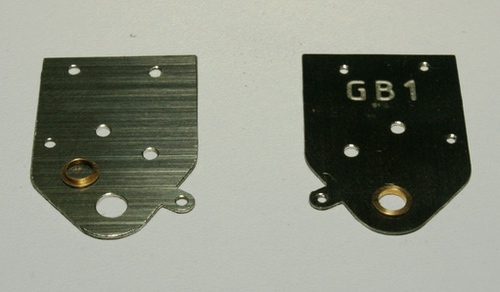
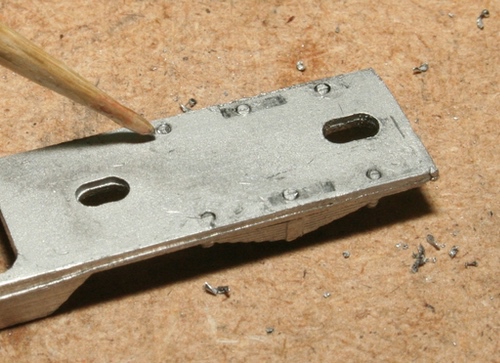
Na het losmaken uit de etsplaat ( op harde ondergran met een scherp mes ) is de eerste stap het insolderen van de aslagers.

Gesoldeerd wordt op een plaatje MDF. Is mooi vlak en absorbeert lekkend vloeimiddel.
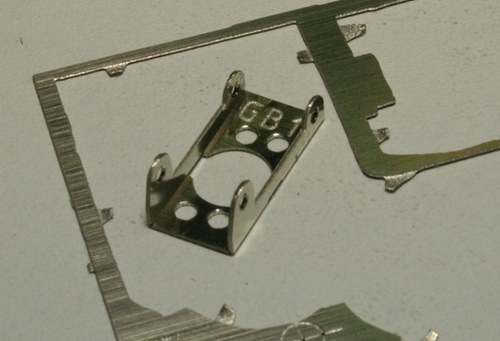
Een puzzeltje, nergens staat vermeld in welke richting gebogen moet worden…
Na het raadplegen van een hier aanwezige Werps-kit, over de etslijn naar binnen gebogen.

En dat is mooi scherp gelukt. Gewoon met een vlakbek tangetje ( 1.95 bij Crea-Art )

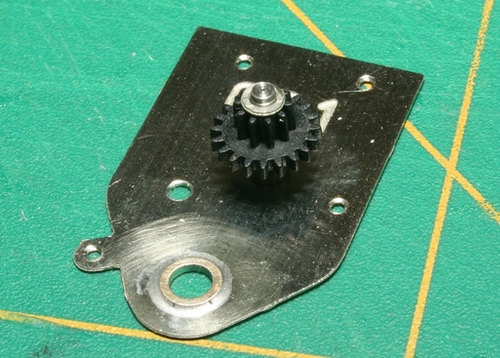
Dan kunnen we gaan opbouwen. Maar niet voordat alle gaten ontbraamd zijn met een boortje 5mm.
Hier de eerste as. De passing is zeer goed, en de as gaat klikken in het gaatje.

Het eerste tandwiel, gelukkig van kunststof…
 …gevolgd door een vulplaatje.
…gevolgd door een vulplaatje.
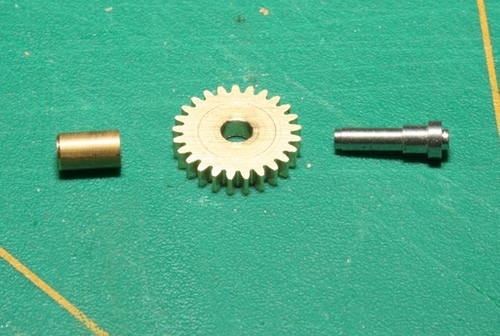
De volgende as met tandwiel hier in assemblage volgorde…
 … en ook in het plaatje gedrukt.
… en ook in het plaatje gedrukt.
 Dan de wielas er doorheen…
Dan de wielas er doorheen…
… en kan de andere zijkant er op geklikt worden. Gezien de goede passing is hier enige, zachte, dwang nodig.

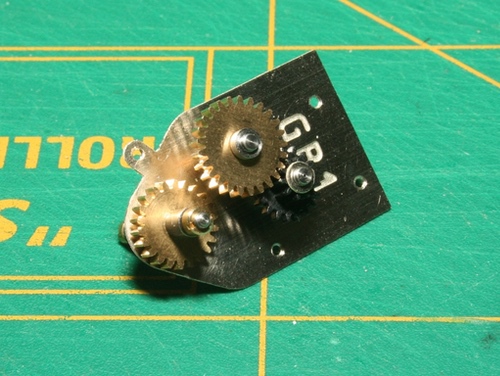
Nu de busjes plaatsen en vastschroeven met de M2 boutjes.
En… vast is vast. Het tere schroefdraad is zo ‘dol’ !

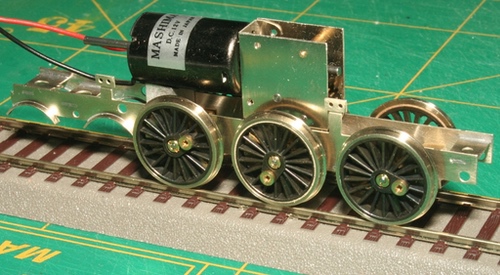
Dan kan de motor aan de motorbeugel vastgemaakt worden…
… helaas waren de kleine M2 schroefjes niet meergeleverd. Gelukkig was hier nog een G&MS Mashima aanwezig, waar ze wel bijzaten.

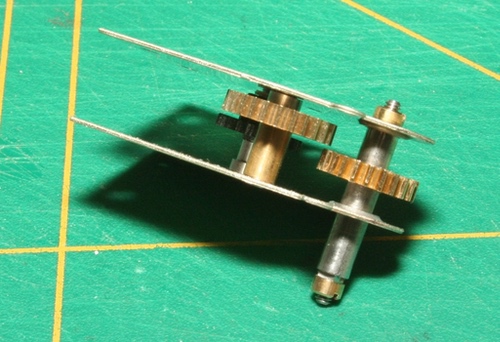
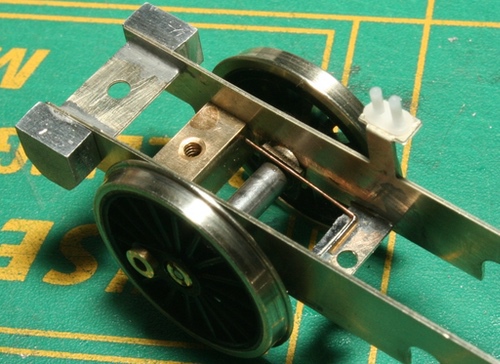
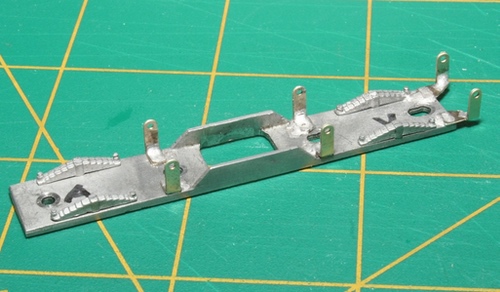
Het compleet gemonteerde tandwielkastje.
Totale vertraging 1:44.1
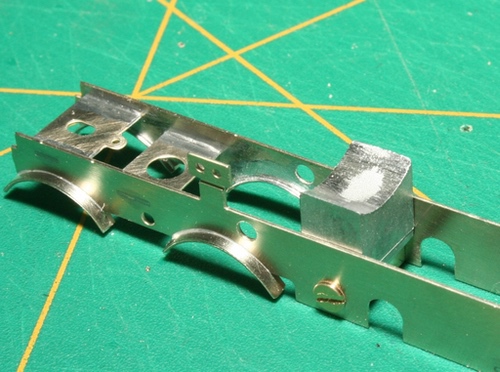
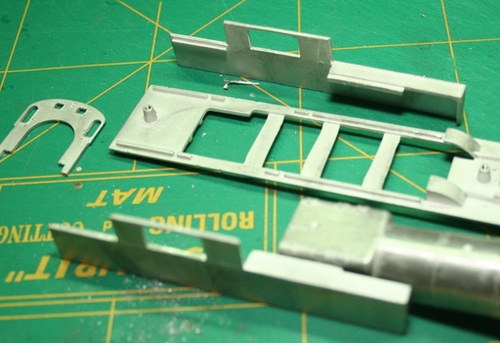
Volgende stap het monteren van het frame.
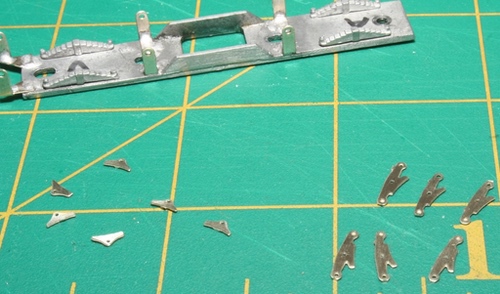
Hier alvast de volgende hoofdrolspelers.

Eerst de messing blokjes met de M2 schroefjes vastzetten aan 1 framedeel…

… dan moet volgens de handleiding de tussen plaatjes er in gestoken worden.
Dit werkt niet. In plaats daarvan ook de tweede zijkant met schroefjes bevestigd en net niet helemaal aangedraaid.
Nu kunnen de plaatjes er met een pincet zo tussen geklikt worden.

Na het vastdraaien van de schroeven en het uitrichten, wordt er gesoldeerd.
Solderen wordt gedaan met een 50 watt soldeerstation, harskernsoldeer en de rode s39 voor waterleiding uit de bouwmarkt.
En uiteraard weer op het plaatje MDF.
Hier het ruwe soldeerresultaat…
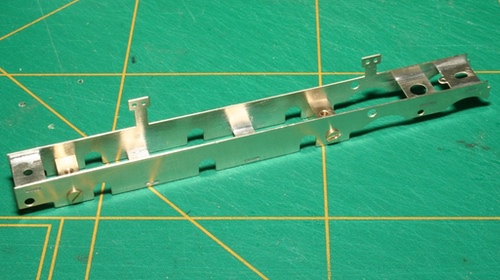
… hier na een beurt met het glazvezelpotlood en CIF met tandenborstel.
Immers het vloeimiddel moet restloos verwijderd worden !!
Netjes geworden he ? 🙂
Techniek: beetje vloeimiddel met kwaste opbrengen, soldeerpunt in de hoek van de las, ong. 1mm harskernsoldeer erbij, laten vloeien, bout we, kwastje met vloeimiddel er over, nogmaals verhitten totdat de las nu heel mooi uitvloeit.

Op deze manier zijn de soldeernaden bijna niet te zien en behoeven nauwelijks nabewerking.

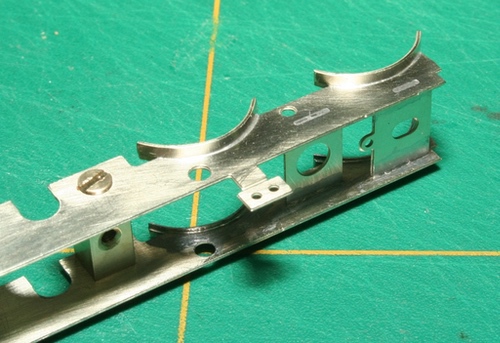
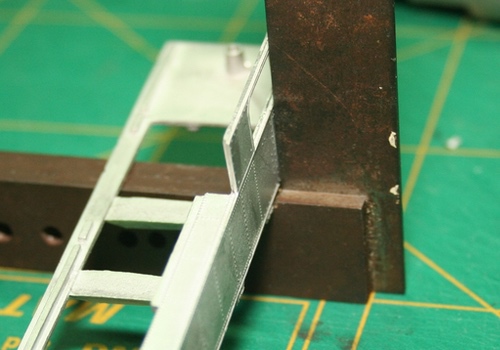
Volgende uitdaging is het aanbrengen van de ‘spatborden’ van het achterste loop draaistel.
Vooral het buigen is niet makkelijk, als je niet een buisje, of iets anders hebt met de juiste radius.
Hier is de steel van een klein bankhamertje gebruikt.

Een in de MDF plaat gedraaide schroef, houdt het spatbordje tegen.
Frame kan nu aangedrukt worden met 1 hand, terwijl de ndere er de hete soldeerbout overheen haalt.
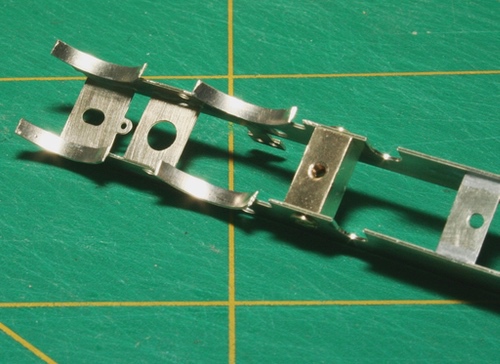
Resultaat mag er ook hier zijn !
 …
…
Ook aangebracht hier is de motorhouder.
Dit is het eerste stukje witmetaal en is derhave gelijmd met Olba Industrielijm. Eerst de beide delen iets opruwen met het glasvezelpotlood, een drupje lijm, aandrukken en klaar ! Zit als een huis ! 
Na het maken van een frame willen we dat natuurlijk ook laten rijden.
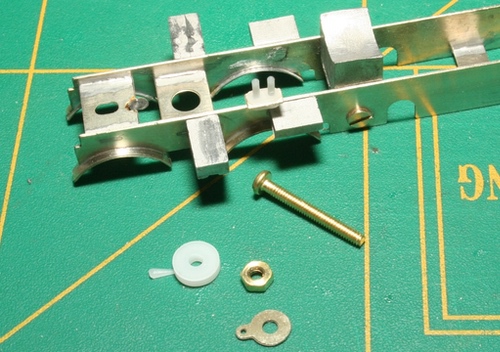
Hier de onderdelen die daarin een rol spelen.

Het eerste ‘speciaalgereedschap’…
De moertjes die de wielen op de assen houden hebben een klein sleufje aan weerskanten van de assen.
Om de as te laten passeren, is een schroevendraaiertje voorzien van een inkeping ter dikte van de asschroefdraad.
 Wielen op de assen monteren wijst zich dan vanzelf. Let op op de juiste vulringetjes op de juiste plaats en op de juiste assen. Het middelste wielstel heeft afwijkende lagers en vulplaatjes.
Wielen op de assen monteren wijst zich dan vanzelf. Let op op de juiste vulringetjes op de juiste plaats en op de juiste assen. Het middelste wielstel heeft afwijkende lagers en vulplaatjes.
Ook het anders zo lastige ‘kwarteren’ vervals bij deze assen ! De asjes hebben een vierkant einde, de wielen een dito uitsparing.
Het enigste waar op gelet moet worden is het 90′ verdraaid monteren van de wielen.

Dan natuurlijk ook de drijfstangen er op.
Kontroleer natuurlijk eerst zonder motor of de boel soepel en zonder dode punten wil rondlopen.
Bij deze kit was 1 gat niet helemaal doorgeëtst in de randen. Een rond vijltje, gedraaid door het gat loste dat snel op.
‘Echte mannen’ gebruiken hiervoor natuurlijk een ruimertje 😉

En… als het onderstel daar zo mooi staat moet het natuurlijk ook testrijden op de baan.
Daarvoor moeten eerst de stroom afnemers gemonteerd worden.
Hier zijn ze provisorisch gemonteerd.
Plaatjes spreken voor zich hier…
 …
…
 …
…
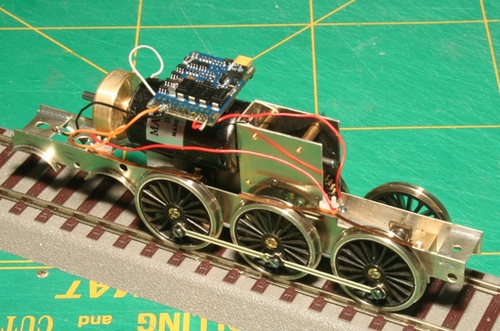
Decodertje er op en klaar voor de eerste testrit…

… dat viel mee en tegen: De RP25 wielen rijden keurig over PIKO A-Rails en wissels.
Achteruit loopt het frame heel mooi en stil. Vooruit echter lijkt het een klopboor, knorren,piepen etc.
Stroom afname is matig tot redelijk. maar aangezien er bijna geen gewicht op het framerust lijkt dat ook OK.
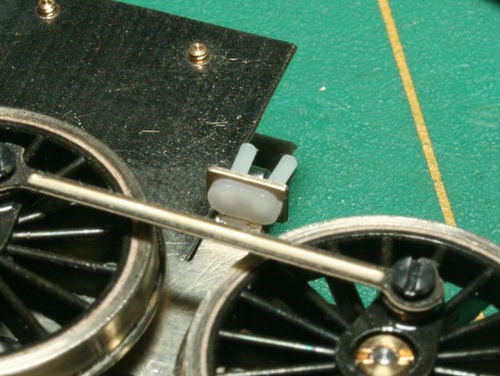
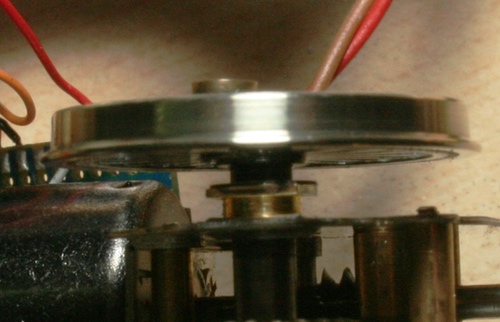
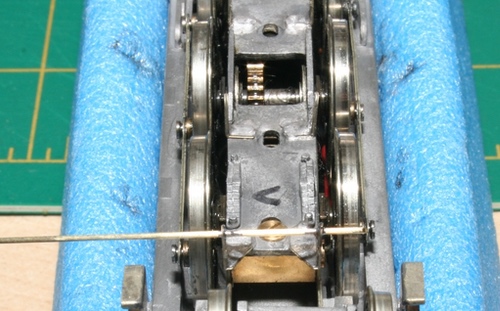
Het knorren lijkt te worden veroorzaakt doordat vooruit, het messing tandwiel in het kunststof tandwiel ‘knaagt’…
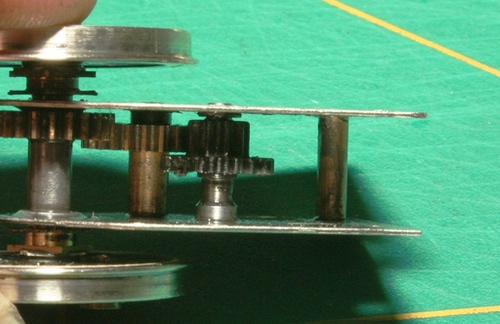
… hier is de speling te zien die er altijd hoort te zijn…
Geheel links en hierboven, is te zien dat het tandwiel op de as niet vlucht met het tussentandwiel.
Later zullen we zien dat dit nog andere gevolgen en een andere oorzaak heeft…
… oplossing hiervoor: uit een nog voorradig G&MS lager wordt een nieuw, iets dikker, vulring gemaakt.
Verder is er een klein hoekje van de betreffende messing tandwielen geschuurd.

Verder met het decoreren van het frame.
De eerste witmetalen onderdelen dienen zich aan.

Eerst netjes pas maken ( de onderdelen blinken niet uit door pasvorm en nauwkeurig gietwerk… 🙁 ) en dan met een druppeltje Olba industrielijm vastlijmen.
Zit het verkeerd ? Geen probleem, een rukje met een punttang en het laats los. Lijmresten verwijderen met aceton en opnieuw proberen 🙂

Als de lijm droog is, kunnen de doorstekende paspennetje met de soldeerbout op 300 graden platgesmolten worden.
Heb je geen regelbare soldeerbout, kun je ze ook gewoon afknippen.
Dan het aanbrengen van de veerpakketten op de frame-bodemplaat.
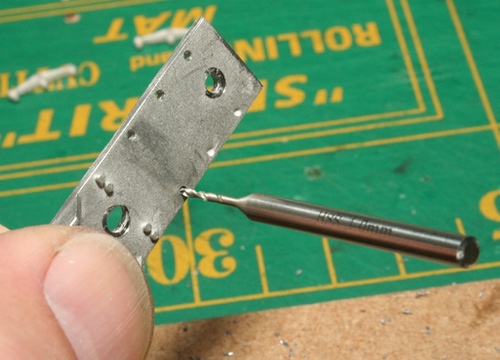
Hiertoe moeten eerst de aangeduide gaatjes met een 1mm boortje opengeboord worden.
Doe dit NIET met de boor in dDremel of Proxxon, maar gewoon uit de hand. Gaat prima, bijna net zo eenvoudig als styreen 🙂

Dan de veepakketjes ontbramen…
Indrukken, aanknijpen met platbektang en aan de achterkant enkele druppeltjes lijm. Breng dit aan met een satéprikker.

Mooi strak en vast !
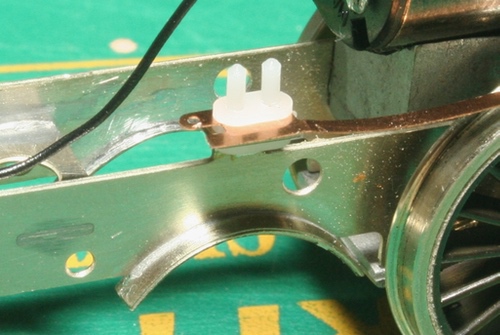
Het ontdekken van dit onderdeel was een aangename verassing !
Het is de bevestiging van het achterste loopdraaistel.
Dit draaistel neemt stroom af van de ‘geisoleerde’ zijde 🙂
Hierdoor verlengt de stroomafnamebasis zich behoorlijk.
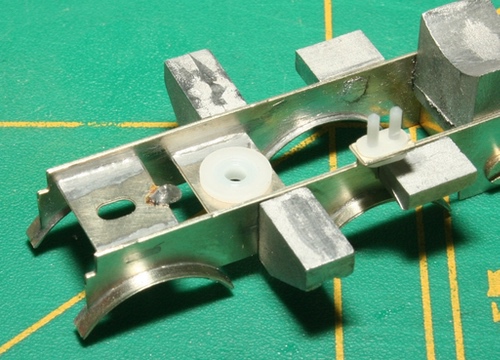
Een isolatiebusje…
Een messingschroef vormt de draaitap van het draaistel.
De onderdelen die het draaistel gaan vormen en bevestigen.
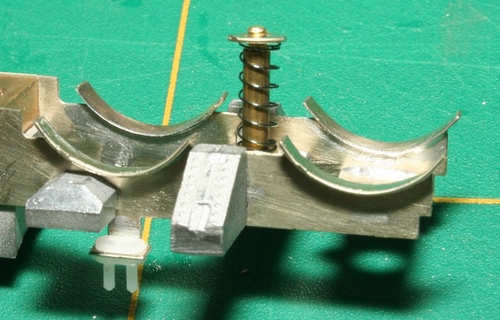
De veer die zorgt voor het aandrukken van het draaistel op de rails. over het boutje steekt een busje.

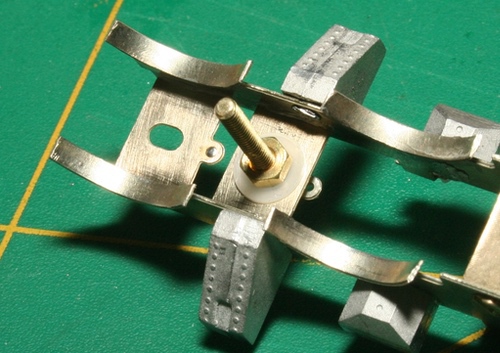
Het draaistel bevestigd.
Hiervoor moesten eerst de spaatborden ingekort worden. midden en aan de lokkant gelijk met het frame.
Aan het eind 1 mm laten staan.
Langer leverrt gegarandeerd kortsluiting op !
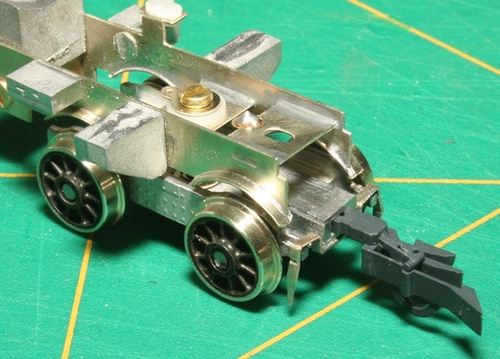
En ja…. zelfs een NEMhouder !

Klaar voor de tweede testrit….
De verwachtingen na de eerste rit en de modificaties kwamen niet echt uit 🙁
Het rijgedrag was niet verbeterd…
Een van de oorzaken leek het teveel kunnen bewegen van alle assen.
De handleiding spreekt van vastzetten van de lagers in het frame.
Gezien de ervaring met andere 3-assige loks geen goed idee.
Hoe dan wel te handelen ?
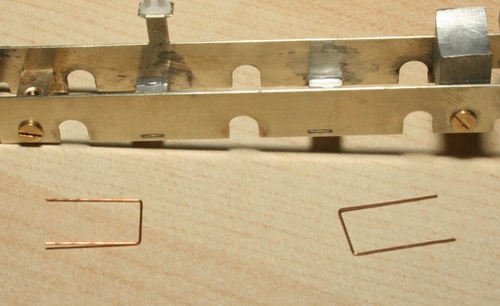
…wel, aanbrengen van vering ! Uit twee stukjes 0.35mm fosforbronsdraad worden ‘U-tjes’ gebogen…
… en in het frame gesoldeerd.
Even uittesten van de juiste veervoorspanning en het resultaat is een mooi strak, geveerd frame.
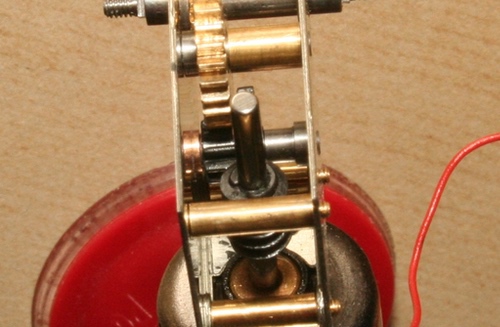
Omdat deze oplossing niet kan voor de aangedreven as, zijn hier de lagers aan het tandwielkastje gesoldeerd.
Helaas kwam toen iets anders aan het licht… De aangedreven as is licht krom en het tandwiel zit er scheef op geperst 🙁 ( beide af fabriek ! )
Hier zit dus de werkelijk oorzaak van het ‘geknor’.
Er wordt geprobeerd dit nog te corrigeren.
Lukt dit niet, moet er maar een nieuw as besteld worden.
De DJH ‘egineers’ hadden de oplossing trouwens makkelijk kunnen maken, door de aangedreven as 0.15 mm lager in het frame te zetten, waardoor de tandwielen een fractie meer speling hebben. Ook dan wordt het knorren voorkomen !

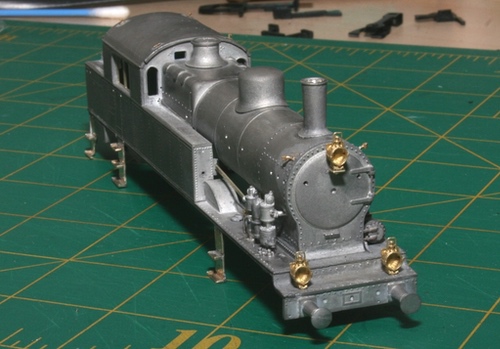
Opgesteld voor de derde testrit…
 T
T
erwijl de derde test- inlooprit bezig is, kunnen we beginnen aan de kap.
De opbouw is rechttoe recht aan.
De aanbeveling van de handleiding om eerst de ketel te plaatsen is niet erg handig. Later moeten er namelijk onder de ketel nog armaturen geplaatst worden… 
Dus de zijkanten van machinistenhuis en waterbakken eerst !
Let op dat voor je begint, eerst de voetplaat helemaal strak recht is. Het is zulk teer witmetaal, dat er naar kijken het al doet buigen.
Hetzelfde geldt overigens ook voor de wanden…
Eerst een beetje lijm aan de buitenkant van de opstaande randen van de voetplaat.
Uitrichten, en een ‘rupsje’ langs de binnenkant.
Je hebt nog enige tijd ( ca 2 minuten ) aleer er geen correctie meer mogelijk is.
Tot die tijd even met de winkelhaak de boel op haaksheid checken !
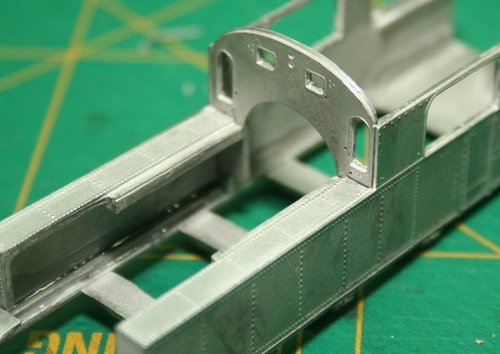
De andere zijkant is identiek geplaatst, dan kan de brilplaat er tussengeschoven worden !
Hier komt iets meer pas en meet werk aan te pas. Een plaatje styreen metdaarop korrel 800 waterproof verleent goede diensten !

Nadat de wentelas is geplaatst !! en de benodigde gaatjes zijn geboord waar je later niet mee bij kunt, wordt de ketel geplaatst.
In dit geval moesten de onderste kozijnranden van de bovenste brilplaatramen weggesneden worden. De brilplaats is weer een voorbeeld van hoe goed gietwerk er niet uitziet… 🙂
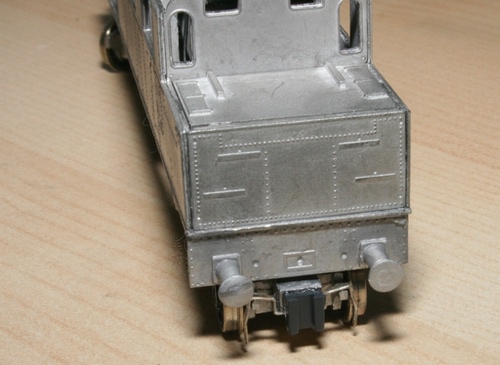
Ondertussen zijn ook de machinistenhuisachterwand en de tenderachterwand geplaatst.
In principe kan de kap nu op het frame gepast worden….

Dus dat maar gedaan… 1 x kortsluting vinden en opheffen en…
Opgesteld voor de vierde testrit…
… die al een stuk beter verliep !
Het extra gewicht van de kap verbeterd de stroomafname drastisch !

Dus… verder met de dummy framedelen aan de voorkant.
Ook deze krijgen spatborden. Deze keer gelijmd. De buigprocedure is hetzelfde: Rondbuigen om een voorwerp met de juiste radius. De uiteindjes worden met een platte, glad gebekte tang gebogen over de mal.
Lijmen gaat uitstekend, als er weer eensteuntje is waartegen het spatbordje geklemd kan worden.

De delen op hun plaats gelijmd.

En de voorste bufferbalk.

En uiteraard de achterste bufferbalk.
Hier is enige voorzichtigheid geboden met het lijmen. Zorg ervoor, dat er geen lijm in de ( hoeken van ) verhoging loopt. Hier over heen moet zo meteen het messing frame weer passen ! 
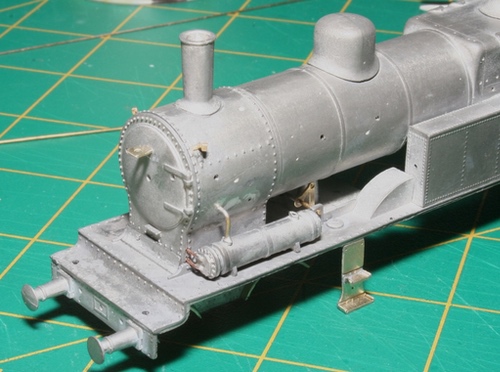
Verder met de detaillering.
De schoorsteen, dom en veiligheid zijn geplaatst.
 En dan, klaar voor de 5e proefrit…
En dan, klaar voor de 5e proefrit…
Die na wat aanloop problemen met kortsluiting dankzij de nieuw aangebrachte onderdelen, zeer goed verloopt. Het rijgedrag wordt steeds beter.
Zeker nadat overstekende delen met een slijpschijfje netjes glad gemaakt zijn. Tevens heeft het voorste, dummy, framedeel ong 0.5 mm aan hoogte moeten inleveren om wielen van het verende voorste draaistel voldoende , kortsluitvrije ruimte gegeven.
Aan de achterkant werd eveneen ca. 0.5mm van de NEM houder afgevijld, daar deze anders bij het minste of geringste de bufferbalk raakt. Met als gevolg… kortsluiting 🙁

Hier een filmpje van de 5e proefrit.

Zoals al even terug gemeld werd, was de drijfas krom geleverd, waarbij ook nog eens het tandwiel scheef op de as geperst was. Wel geprobeerd dit zelf te herstellen, maar toch niet met bevredigend resultaat.
Een mailtje naar DJH, met uitleg en bekentenis, dat ik het zelf alleen maar erger gemaakt had. 10 dagen later lager er keurig twee gratis onderdeeltjes in de bus !
Deze gemonteerd en zie daar, na een halfuurtje inlopen een redelijk resultaat.
Maar… toch nog niet helemaal naar de zin… Dus: tandwielkast weer uit elkaar, lagers er uit gesoldeerd, het asgat van voor de drijfas 0.15mm naar beneden uitgevijld, alles weer terug gesoldeerd…. en… PRIMA loopeigenschappen !! ZOwel vooruit als achteruit een zachtzoemend geluid uit de Mashima motor, geen geknars meer 🙂

Omdat ik al gezien had, dat bij bepaalde onderdelen, o.a. de NEM schacht, de oppervlakte om te lijmen wel heel erg klein is, en er hier al eens wat losgelaten had, toch maar bij G&MS wa Low-Melt soldeer en Flux gehaald…

… en daarmee de voorste NEM schacht en alle 4 de buffers vast gezet.
Het werkt werkelijk perfect ! Soldeerstation op 200′ C ( is laagste stand ) beetje flux, korreltje soldeer en… vloeien maar !
Het soldeert nog makkelijker dan het nieuwzilver !
Ondertussen ook de instelbare korkoppelingshouders van Roco gehaald. Deze ontdaan van hun staartjes en vastgelijmd in de schacht.
Idem aan de achterkant !
Schrik niet, want het dekseltje op de tender zit nog niet vast ! Gezien de keirtjes, wordt dit ook een kandidaat voor Low-Melt !

Vervolgens m.b.v. verschillende wagens en rijtuigen de optimale hoogte bepaald.
De lok rijdt nu alweer een paar uurtjes met een sleepje van afwisselen 5 grijze tweeassige goederen wagentjes en 3 PIKO couperijtuigen.
Werkelijk een lust voor het oog en het oor !
De volgende werkzaamheden, waar het gaat om het aanbrengen van trapjes etc. zien we nu geruster tegemoet. Het solderen geeft toch een minder fragiel model en is heel goed te doen ! 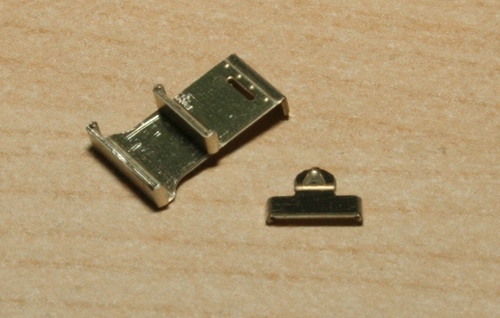
Nog meer soldeerwerk. Bu weer met gewoon soldeer: De trapjes.
DJH heeft een net systeem: sleufje, plaatje, buigen, solderen klaar !

De achterkant waar de plaatjes omgeboden worden.

Na een klein uurtje ‘juwelierswerk’ een productie van 6 trapjes.

Van de stokerzijde…
Trapjes gemonteerd, heel veel kleine gaatjes geboord, blaren in de hand…
Teven bovenste lantaarnhouder en zandkistdeksels gemonteerd.
En natuurlijk het dak en de kolenbak.
Beide zijn ook gesoldeerd, mede vanwege de grote kieren die overbleven nat het zo goed mogelijk pas maken. Met de Low-Melt vloeien die kieren netjes dicht !
En… voor de test, de twee lage frontlantaarns… BBegint nu echt op een locomotief te lijken !

En van de machinistenkant met wentelas en ganghendel.

Aan de achterkant ook wat ‘blikwerk’: Lantaarnhouder en tenderstepjes.

Om toch nog door 450mm radius bogen te kunnen, het achterste trapje een uitsparing gegeven.
De loc loopt nu geheel kortsluitvrij !
Zonder ! extra isolatie of andere maatregelen.

Dan het volgende kortsluit gevoelige deel:
Het remwerk.
De kit heet 4 rechte en twee hoekijzers om de remmen op te hangen.
Eenvoudig over de ingeetste naad naar binnen en haaks buigen.
Deze onderdelen kunnen nogwel eens wat zwaarder belast gaan worden. ( ontsporing / verkeerd beetpakken )
Dus gesoldeerd met witmetaal soldeer.
Tip, soldeer ook de hoeken van de beugeltjes dicht. Zo krijgt het wat extra sterkte tegen afbreken door buiging.

Dan de remschoenen assembleren.
Maar voordat dat gedaan kan worden moeten eigenlijk alle gaatjes op maat geruimd worden. Hier met een ruimer uit een ruimersetje van G&MS.
Dan kunnen de remschoenen uit de fret gesneden worden.

En na een half uurtje vlijtig doorwerken, 6 nette remschoenen.
Natuurlijk nog wel even met het glasvezelpotlood nabewerken !
Omdat ‘uit de vrije hand’ maanbrengen van de schoenen niet tot een goed resultaat gaat leiden, de houder maar weer onder de loc geplaatst, alwaar eerst een 0.7mm asje door de beugeltjes wordt gestoken… 
… en vast gesoldeerd.
Pas op dat er geen vloeimiddel in de aandrijving druipt…

Dan stuk voor stuk de remschoenen aanbrengen vastsolderen en tegelijkertijd uitrichten. Houd hierbij rekening met de zijdelingse beweging van de assen !
Een goed (roestvrij) metalen pincet is hier onontbeerlijk.

Vervolgens kan het remwerk weer onder de loc vandaan om van overtollig draad en soldeer ontdaan te kunnen worden.

 T
T
ot zover de onderkant van het model, nu verder met de loodgieterij.
Volgens de DJH beschrijving moet de voorverwarmer ‘koud’ op de voetplaat gesoldeerd worden.
Qua positie bepaling en toegangkelijkheid is dat niet eenvoudig. Daarom maar even twee paspennetjes aanbrengen en vastsolderen.
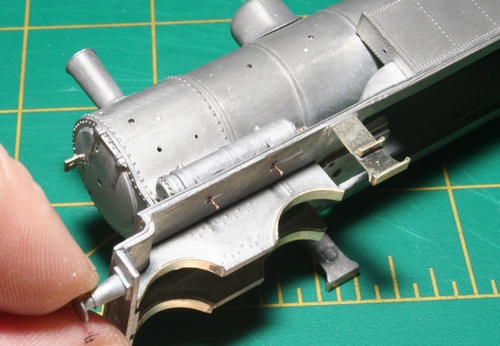
Waarna door twee corresponderende gaatjes in de voetplaat het onderdeel netjes, onzichtbaar, vastgezet kan worden.

Een heel ander verhaal zijn de compressor en de voedingswaterpomp…
Hier past heel er weinig van, waarbij de linkse ook nog eens een keer in spiegelbeeld gegoten is 🙁
Na het aanbrengen van een hulppennetje en de leiding die door de voetplaat lopt, was het mogelijk die vast te zetten. De luchtpomp was eenvoudiger, hij bestaat namelijk uit twee delen, het deel dat onder de voetplaat geplaatst wordt, heeft een pennetje, waarop het bovendeel uitgericht en vastgezet kan worden.
Uiteraard daarna met veel vloeimiddel en een toefje soldeer het onderdeel, vrijwel onzichtbaar, aan de voetplaat vastgezet.
De voorverwarmer voorzien van het eerste leidingwerk.

Op Rail 2010 had Philotrain zakjes met productie overschot voor 5 Euro in de aanbieding.
Ik vond een zakje met o.a. 6 lantaarns.
Het zijn wel de ruwe gietstukken, die nog helemaal nabewerkt moeten worden. Maar met een slijpschijfje in de Proxxon was dat geen enkel probleem !
Drie stuks voor op de 6013 en nog 3 stuks over voor de nog te bouwen 5500.
De lantaarns op de bufferbalk moeten nog op een lantaarnhouder komen te staan.

Omdat er toch wel degelijk ledjes in moeten gaan komen…
… is een gaatje voor de lakdraadjes wel erg handig !
Lantaarntje ingespannen in de machineklem van de frees, 0.6mm boortje er in ipv een freesje en boren maar !

Dan moesten de twee onderste lantaarns nog op een ‘voetstukje’ komen.
Eerst 2 plaatjes 0.5mm op elkaar gesoldeerd. In de freesbank weer twee 1.2mm gaatjes geboord, lantaarns uitgericht en tezamen geslodeerd.
Daarna aan de onderkant losgezaagd.
Gevolg: twee perfect symmetrische lantaarnvoeten !
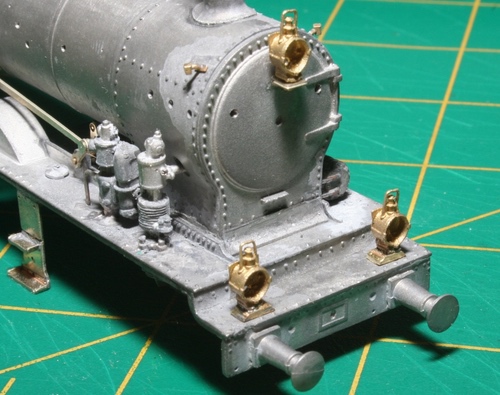
Staat gelijk een stuk beter !

Ook het zij-aanzicht is erg fraai !
Let ook op hoe grof eigenlijk het witmetaal gietwerk is t.o.v. het Philotrain messing !
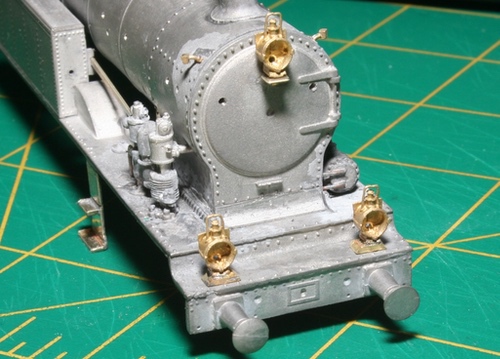
Nog iets rechter van voren.
Duidelijk te zien hier, de gaatjes in de lantaarns en de afschuining van de laantaarnvoetjes.