

Belichtingstijd
De belichtingstijd voor iedere laag is de belangrijkste parameter die, wanneer goed ingesteld een model zal printen wat exact het model volgens het ontwerp met de juiste stevigheid. De algemene regel voor de normale laagbelichtingstijd 0,5-5 seconden voor monochrome printers en 2-20 seconden voor RGB printers. Deze variabelen liggen echter nogal ver uit elkaar. Met test printen kan je voor jouw printer en resin de juiste instelling voor je tijd vinden.
Een te lange belichtingstijd zal resulteren in verlies van ingewikkelde details en dimensionale onnauwkeurigheid omdat er meer resin uithardt dan de bedoeling is. Tevens maakt het de resin harder.
Een te korte belichtingstijd kan worden geïdentificeerd door verschillende factoren, zoals verlies van de samenhang de van lagen in het midden van het onderdeel, ernstig verlies of verkleining of verdwijnen van ingewikkelde details, algemeen slechte hechting van het model aan de bouwplaat, Tevens is de resin zachter.
Wanneer ga je testen voor de optimale laag belichting
De instellingen van andere mensen zijn een prima startpunt, maar fijnafstemming met testafdrukken is hoe u uw instellingen echt onder de knie krijgt.
Hieronder staan scenario’s waarbij het goed zou zijn om de printtest uit te voeren.
- Als je een nieuwe 3D-printer aanschaft. De belichtingsinstellingen op alle 3D-printmachines met hars zijn standaard ingesteld om een succesvol printresultaat te krijgen, zodat de modellen altijd werken (zodat uw print niet van het printbed valt), maar om de beste resultaten te krijgen die u wil de perfecte belichtingstijd. Dus zelfs als uw nieuwe printer echt goed werkt, voert u een snelle test uit om te controleren of u geen geweldige details misloopt.
- Wanneer je een andere hars gebruikt.
- Als je de hars verontreinigd bijvoorbeeld om deze te kleuren .
- Als je de laaghoogte wijzigt. De meeste Resin 3D-printers kunnen printen van 10-50 micron in de Z-as.
- Eens in de 6 maanden. Na verloop van tijd verliezen UV-projectoren langzaam hun kracht, dus het is de moeite waard om elke 6 maanden te testen, vooral als u krachtig en gretig afdrukt, zelfs als u exact dezelfde hars gebruikt.
- testen van je lcd scherm. Aan de buitenkant van je lcd scherm kan de kwaliteit minder zijn dus plaats je testfiles dan op meerdere plaatsen van je scherm zodat je ze kan vergelijken.
- groot verschil in omgevings temperatuur. De eigenschappen van resin veranderen met de temperatuur. Hoe kouder hoe meer stroperig de resin wordt.
Om de juiste belichtingstijd te krijgen zijn er diverse testfiles op de markt
1e testfile Cones of Calibration
Dit is voor mij het testfile wat ik voor iedere resin gebruik. Als mijn tijd goed is ingesteld ga ik naar file nummer twee als controle en dan heb ik de perfecte printtijd voor deze resin.
Deze file is ontworpen door de table flip foundry omdat de kritiek was dat de vorige files moeilijk te interpreteren zouden zijn.

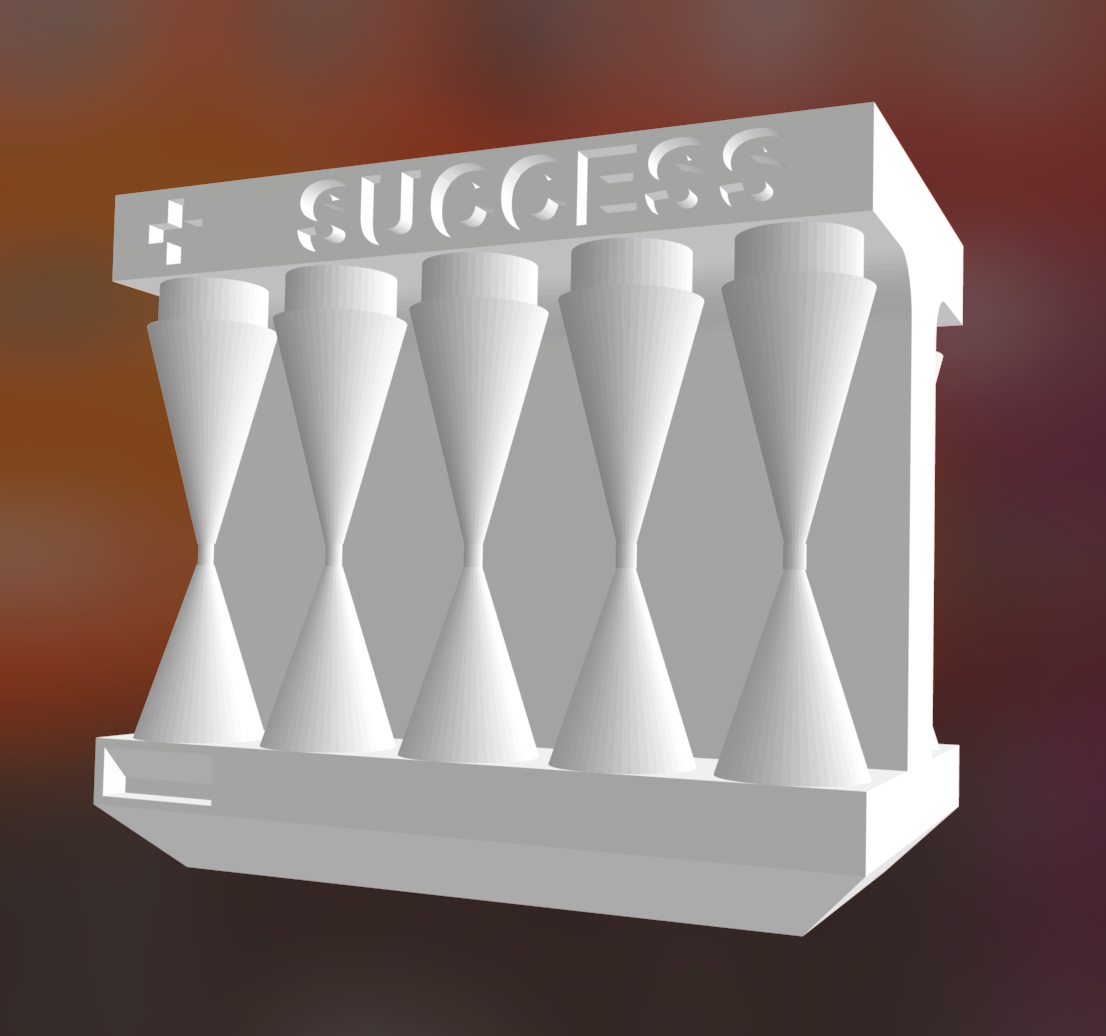
Het idee is dat bij een juiste belichtingstijd de cones van de succes kant allemaal keurig geprint zijn en van de failure kant dat er geen complete cones geprint worden. Worden aan de failure kant nog wel complete cones geprint dan is je belichtingstijd te lang en aan de succes kant moeten allemaal complete cones geprint zijn. is dit niet het geval dan is je belichtingstijd te kort. Erg simpel dus. Het idee achter deze ontwerp is dat het smalste gedeelte bepaald of er wel of niet goed geprint wordt. Deze test is ontworpen om te zorgen dat supports ook goed geprint worden bij files die met supports geleverd worden.
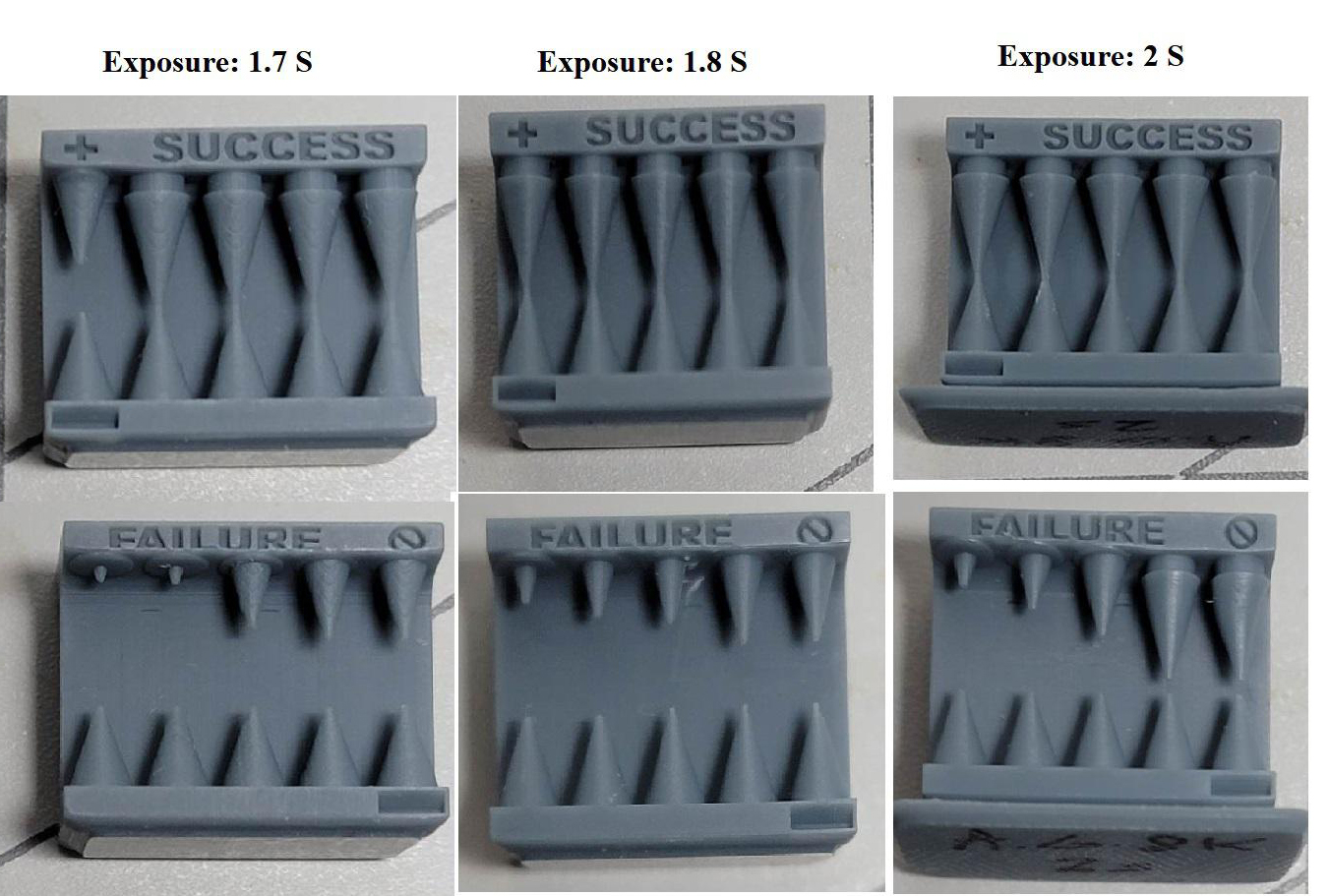
volgens de test zou bij deze resin 2 seconden de beste tijd zijn
Download testfiles cones of calibration met extra’s
2e test file J3D Tech’s Cubes of Calibration
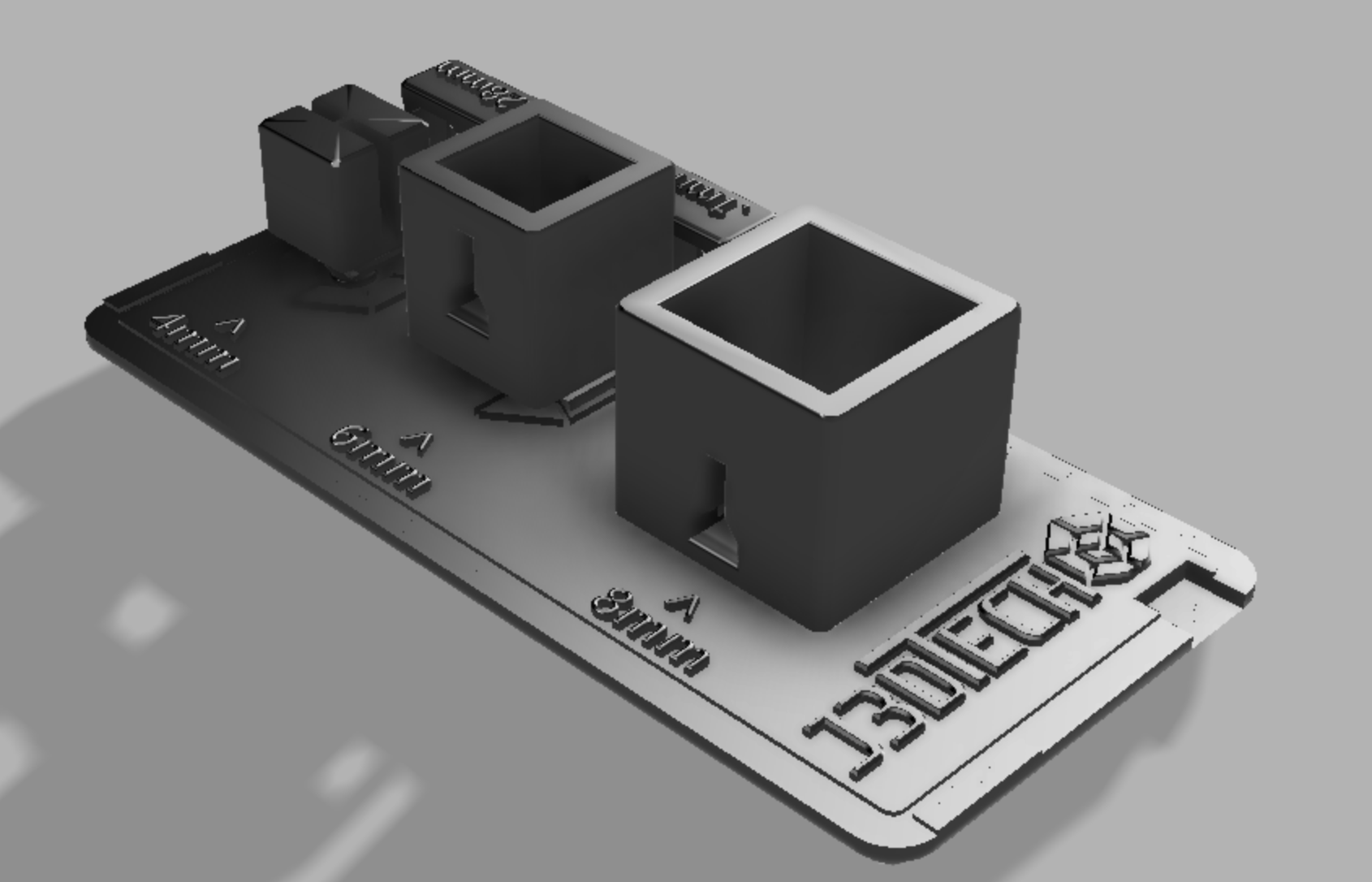
Wanneer je deze test print kan je kijken of je dimensies goed zijn. De kubus van 4 mm past in die van 6 mm en de kubus van 6 mm past in die van 8 mm. Onder de boogjes zitten verschillende diameters waarmee de de conetips van je supports kan controleren. Ze ziet welke welen niet goed geprint worden.
3e testfile
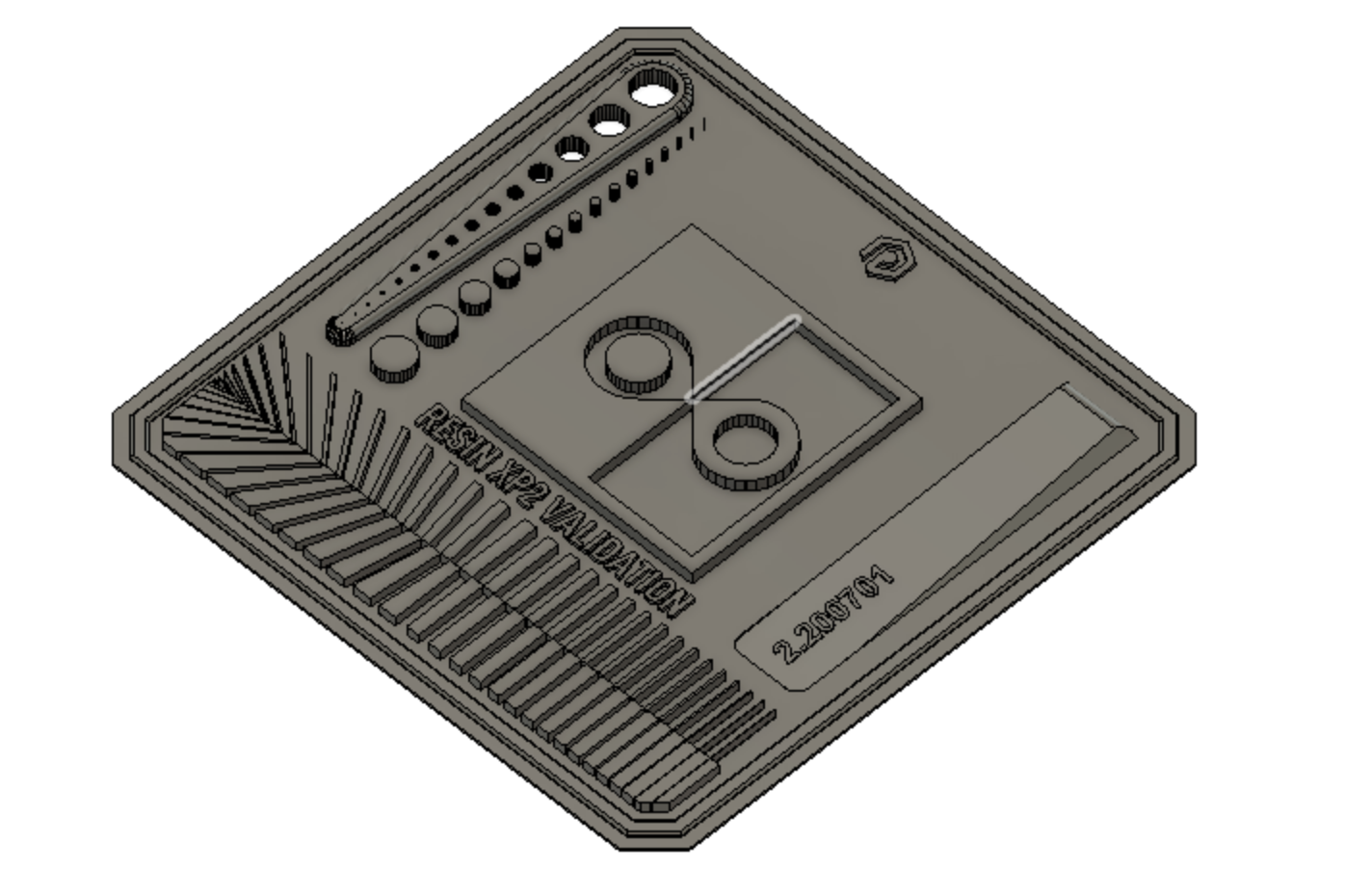
Dit file heeft 3 onderdelen om je belichtingstijd te controleren
- aan de linkerkant zitten puntje en gaatjes.
- onderkant zitten gleuven en staafjes
- midden twee ovalen met een punt in een vierkant die elkaars negatief zijn
- Het aantal puntje en gaatjes zijn het zelfde in aantal bij een goede print. Bij en te lange print zijn er meer staafjes dan gaatjes en bij een te korte print zijn er meer gaatjes dan staafjes
- de staafjes passen precies in de gleuven bij de correcte belichtingstijd. Bij een te lange belichtingstijd passen de bovenste staven niet in de onderste gleuven. Bij een te korte belichtingstijd passen de bovenste staven makkelijk in de onderste gleuven.
- De punten van de ovalen komen zeer strak en nauwkeurig tegen elkaar aan. Bij een te lange belichting overlap in de aanraking in het midden. Bij een te korte belichtingstijd onstaat er een opening tussen de figuren.
Print 4 bodemlagen met een belichtingstijd van 15 seconden. De volgende lagen worden geprint met de testtijd. (vb. 4, 3,5, 3, 2,5, 2 of 1,5 seconde) Uit deze prints komt de meest nauwkeurig print tevoorschijn. Van deze tijd gaan we een reeks maken nu de print tijd met 0.1 seconde verschil 5 stuks omhoog en 5 stuks omlaag. Uiteindelijk is de meest nauwkeurige print dan de juiste printtijd voor de gebruikte resin met deze printer.
Een goede vuistregel die u kunt volgen, is om de belichtingstijd van de bodemlagen 5 keer langer in te stellen dan de normale laagbelichtingstijd. Dit is een goede algemene regel, maar zorg ervoor dat de onderste belichtingstijd korter is dan 30 seconden. Gebruik je een langere tijd dan wordt de resin te heet waardoor de levensduur van je lcd scherm korter wordt.
Een monochroom heeft een kortere belichtingstijd voor iedere laag dan een RGB scherm.
Het nadeel van dit file is dat hij moeilijk af te lezen is voor de kleinen nuances
4e testfile
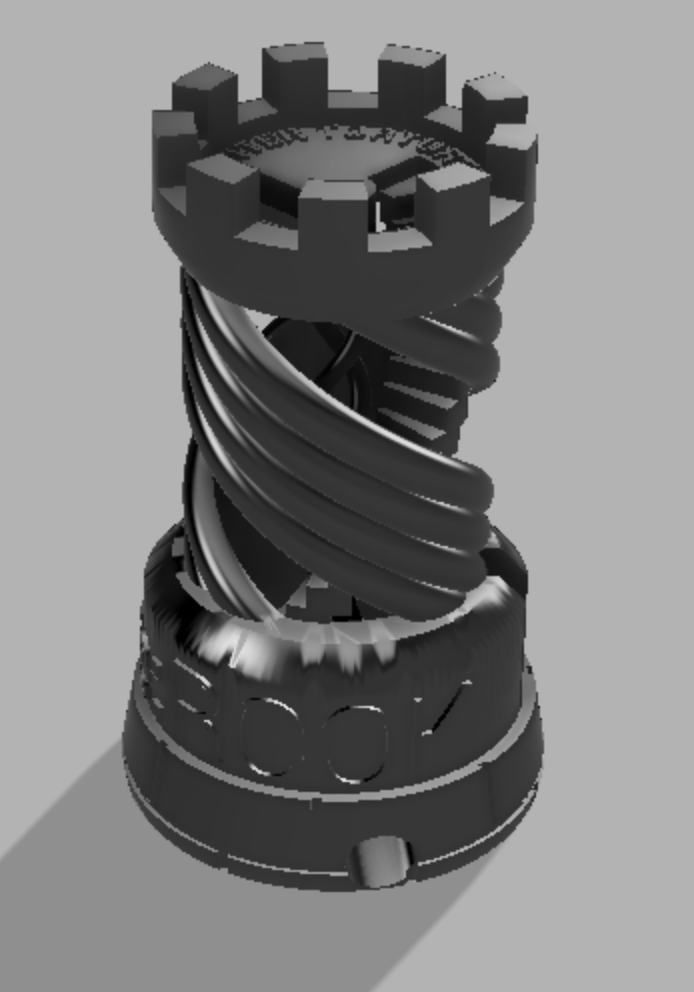
Heb je de juiste tijd gevonden dan ga je het tweede file printen. Hiervoor heb je geen supports nodig maar kan direct op de plaat. Deze toren heeft veel uitsteeksels, een dubbele DNA-helix in het midden tot de buitenmuren en een interne trapstructuur. Als de tekst op de basis en bovenkant goed leesbaar is en de overhangende structuur goed geprint worden dan heb je de goede instellingen voor je prints.
terug naar gebruik van resin printers