

De mast kan nu gesoldeerd worden.
De onderdelen zijn volgens de maten van de tekening in elkaar geschoven.

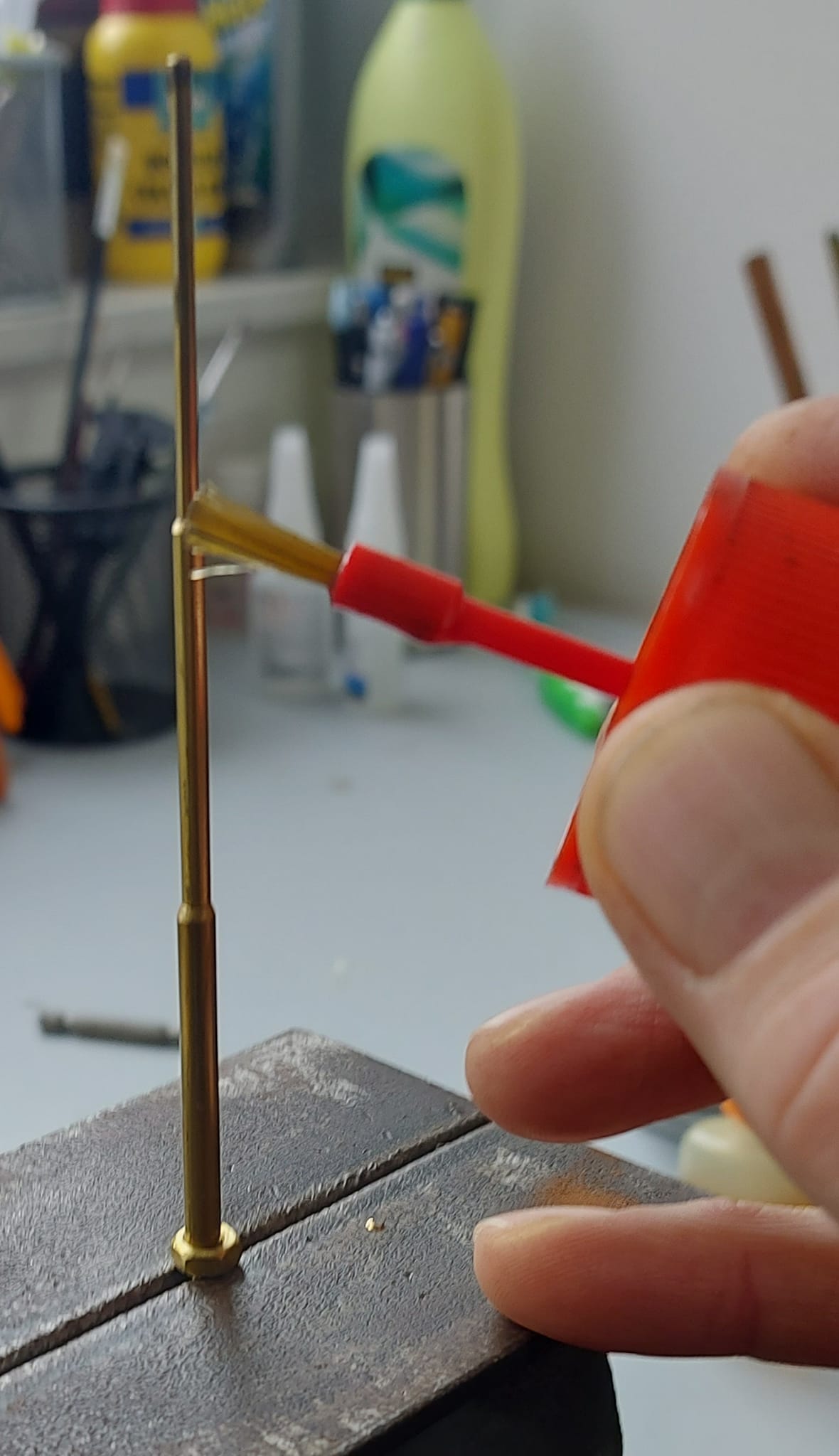
Nadat er ter plekke van de verjongingen voldoende S-39 is aangebracht

wordt met de soldeerpunt de plek heet gemaakt.
Dit kan ook met een vlammetje gedaan worden echter wordt dan een veel groter oppervlak van de mast warm. Het soldeer loopt dan ook over de paal naar beneden met een grote druppel (die dan blijft zitten na afkoeling).

Het rond 4 van de mast wordt hiermee warm genoeg om de soldeertin te laten vloeien.
Ik druk de punt dus tegen de mast,net onder de verjonging.
Met de andere hand voer ik soldeertin aan als het zaakje lekker aan het borrelen en koken is.
Niet te zuinig met tin zodat het er goed in loopt.

Het overtollige tin naderhand weg vijlen of schuren.

De S-39 haal ik na elke soldeersessie weg met een vochtig schoonmaakdoekje,bij voorkeur met citroen.
(Wanneer de mast volledig is gesoldeerd maak ik hem schoon met Jif(Cif)

De mast is nu gesoldeerd en goed schoongemaakt.

Dan worden volgens tekening de gaatjes voor de uithouders afgetekend.

Alle 3 de gaten worden met een 0,7 mm boortje geboord.

In het bovenste gat komt een stuk rond messing van 0,5mm rond.
(tbv afschoren van de uithouder voor de kettingophanging).

In het onderste gat komt de uithouder voor de rijdraad voor de binnenbocht.
Het middelste gat wordt naar 1,2 mm opgeboord.
Hier komt de uithouder in voor de rijdraad van de buitenbocht.

