Om een model te printen brengen we supports aan.
Het doel van de ondersteuning met supports is
- een zo perfect mogelijk model uit de printer te krijgen.
- makkelijk te verwijderen supports na de print
- efficiënt gebruik van het materiaal
- een zo gunstig mogelijke printtijd. hoe korter de tijd hoe meer je kan printen
De laatste twee mogen nooit ten koste gaan van de kwaliteit
Een model wordt meestal niet op de printplaat gezet omdat je het model kan beschadigen als je het direct van de buildplate met je schraper haalt. Tevens worden je bodem lagen langer belicht om een goede hechting te krijgen maar zijn daardoor ook over gedimensioneerd. De supports mogen beschadigen bij het verwijderen van de buildplate van je model. Het model heeft dus ondersteuning nodig door middel van de supports .
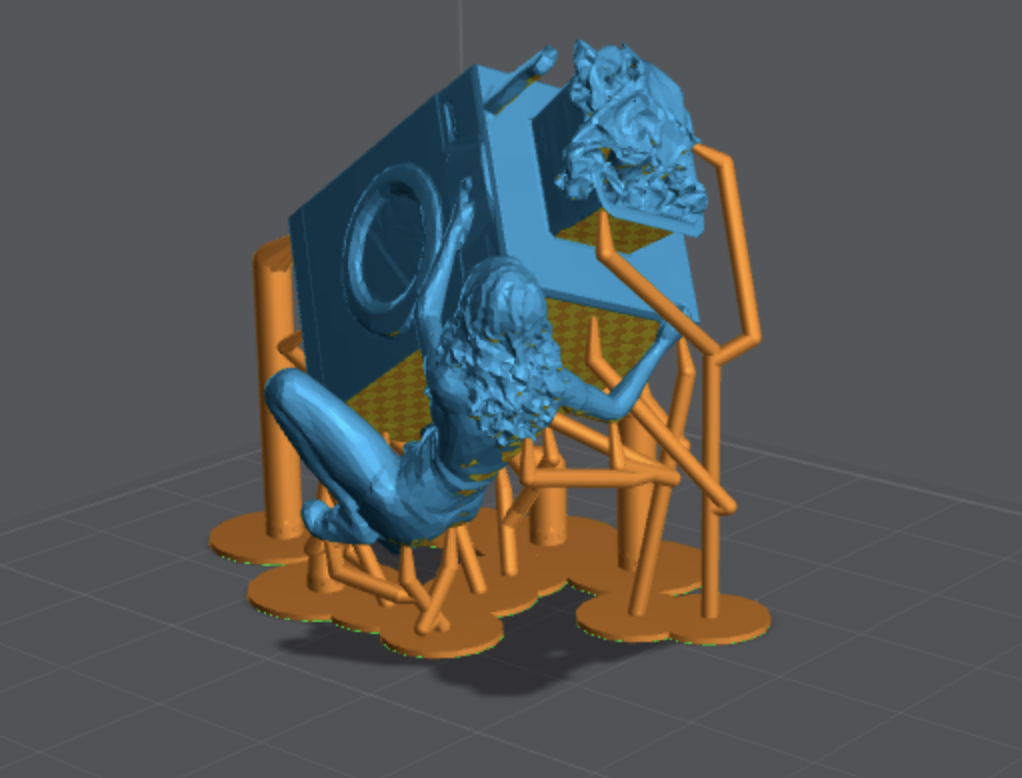
Heb je een model geladen dat lift je 5 mm omhoog en dan draai je het model in de optimale positie. Hierbij let je op gewichtsverdeling en de zichtbare oppervlakken.
Bij het plaatsen van een support hou je er rekening met
- gewicht wat het support moet houden
- zichtbaarheid van de support op het oppervlak
- dat de print altijd af steunt op de buildplate op het laagste punt
- vormbehoud van het model
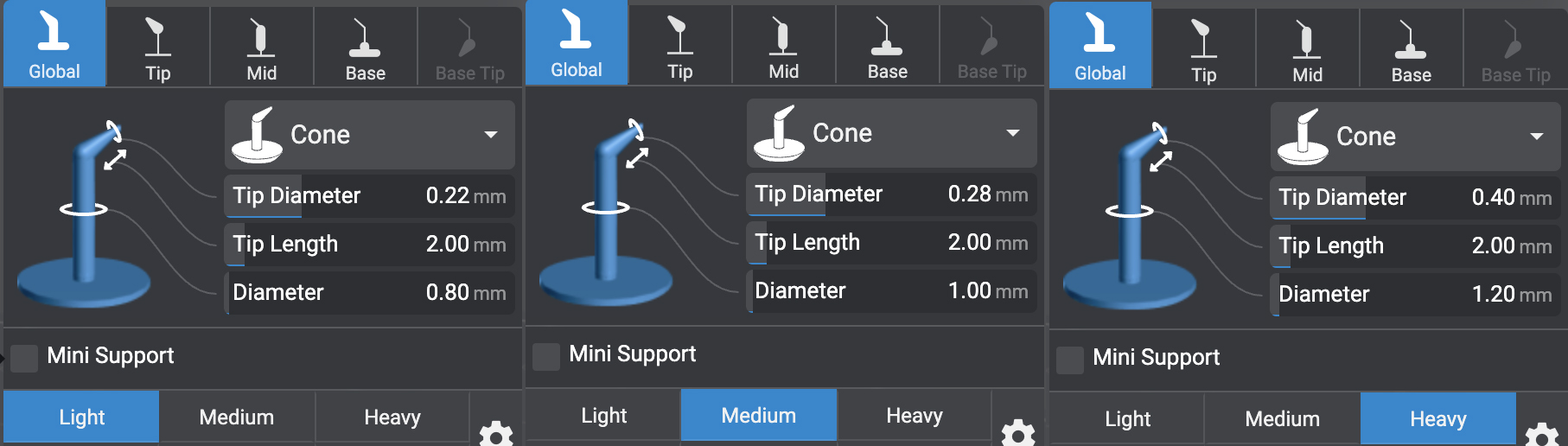
Er zijn verschillende soorten supports
- heavy
- medium
- light
- mini
Wanneer je support aanbrengt zullen deze bij het verwijderen een beschadiging geven. Wanneer je de tip van je cone klein maakt zal de beschadiging minder zijn.Je kunt beter meerdere kleine contact oppervlakken maken dan een grote omdat deze dus minder beschadiging geven. Je eerste support moet echter wel sterk genoeg zijn, want als deze mislukt krijg je geen print uit de printer. De eerste support die we aanbrengen is een heavy support. Deze zetten die we op het diepste punt van het model zetten met daarnaast aan beide kanten een medium support. Daarna gaan we verder met medium supports. Dit kunnen we direct vanaf de buildplate doen of als een soort boom vanuit de stam van een support om resin uit te sparen. Als laatste gaan we dan met de mini supports kleine uitstulpingen ondersteunen zodat deze wel geprint worden. De light support worden nooit gebruikt voor ondersteuning maar voor vormbehoud.
Hier mijn instellingen van supports voor de verschillende maten. De diameter voor de eerste support vergroot ik vaak toch naar 0,8 mm bij dunne wanden omdat er geen groot oppervlak naast is om de krachten op te vangen.